プラスチックの代表的な加工方法
プラスチック製品は、私たちの身の回りから産業用途まで、幅広い分野で使われています。
一見すると同じように見える樹脂製品でも、その製造プロセスは一つではなく、製品の用途や求められる性能、製造条件に応じて、さまざまな加工方法が使い分けられています。
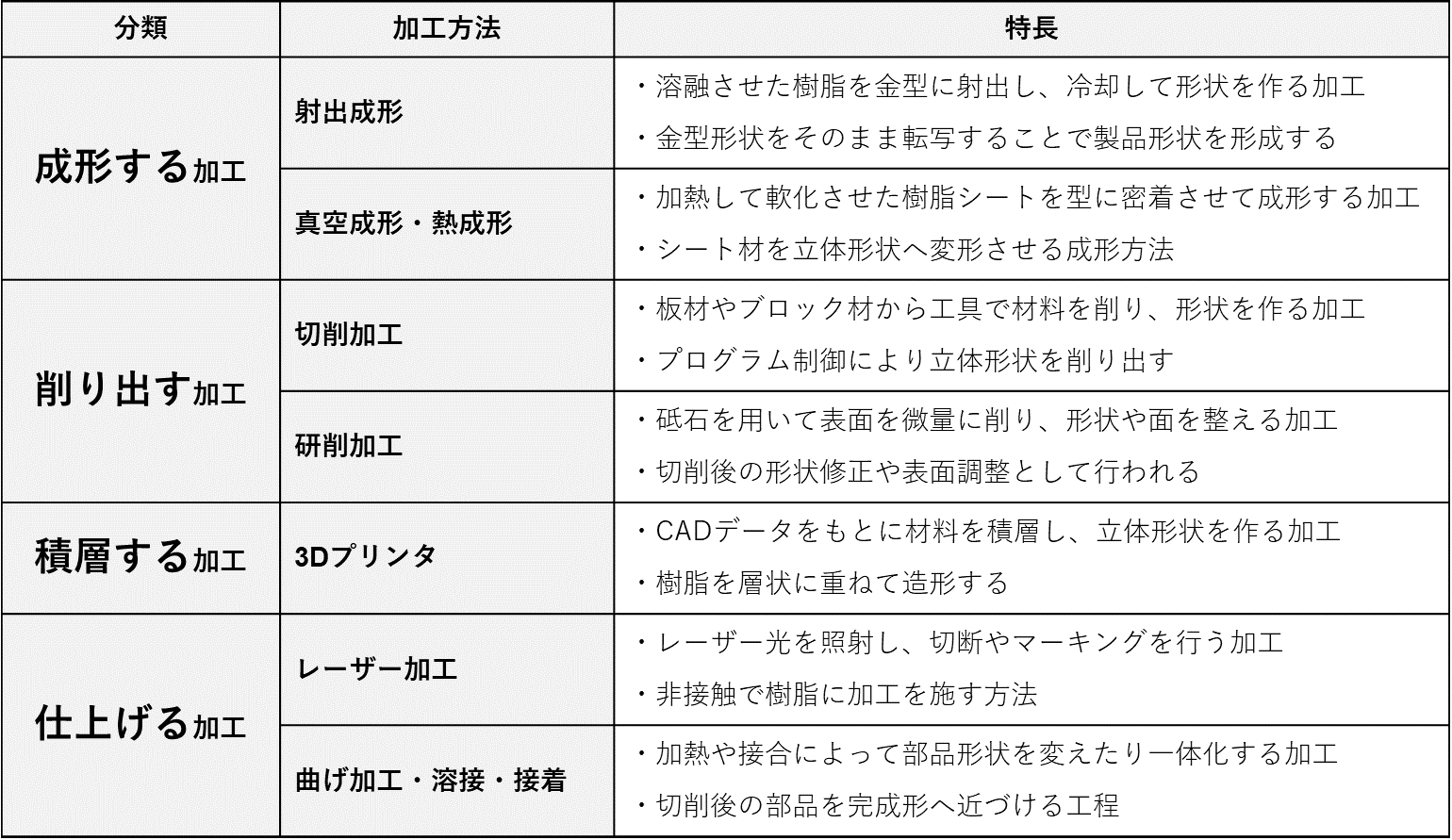
プラスチック加工には、材料を型で成形する方法、素材から削り出す方法、積層によって形を作る方法、さらには形状や外観を整えるための仕上げ工程まで、複数のアプローチがあります。
工程の考え方や製品の作り方が異なり、結果として完成品の特性にも影響を与えます。
加工方法の検討を進めるうえでは、まず「どのような加工方法が存在し、それぞれがどのような工程なのか」を把握しておくことが欠かせません。
加工の全体像を理解しておくことで、その後の検討や比較がしやすくなり、設計や試作の段階でも判断の精度が高まります。
本章では、プラスチック加工で用いられる代表的な加工方法を、工程の違いという観点から整理します。
プラスチック加工方法ごとの向き・不向き
プラスチック加工では、製品の条件によって選ぶべき加工方法が変わります。
同じ樹脂製品であっても、製作数量や形状、求められる品質が異なれば、適した加工方法も一様ではありません。
加工方法を検討する際に重要なのは、加工方法を特定の良し悪しで判断することではなく、製品条件と加工方法の相性を整理することです。
この整理が不十分なまま検討を進めてしまうと、後工程での手戻りや品質トラブルにつながることもあります。
ここでは、プラスチック加工方法を選定する際に押さえておきたい条件と、加工方法ごとの向き・不向きを整理します。
プラスチックの加工方法の選定に影響する条件
プラスチックの加工方法の向き・不向きを考える際には、主に次のような条件が影響します。
- 製作数量(試作、量産など)
- 製品形状の複雑さやサイズ
- 寸法精度や外観品質に対する要求
- 使用する材料の特性(透明性、耐熱性など)
これらの条件は単独で判断するものではなく、組み合わせて考えることで、加工方法の選択肢が現実的な範囲に絞られていきます。
プラスチックの加工方法ごとの向き・不向きの整理
上記の条件を踏まえ、代表的なプラスチック加工方法について、一般的に選ばれやすい条件と注意が必要な条件を整理すると、次のようになります。
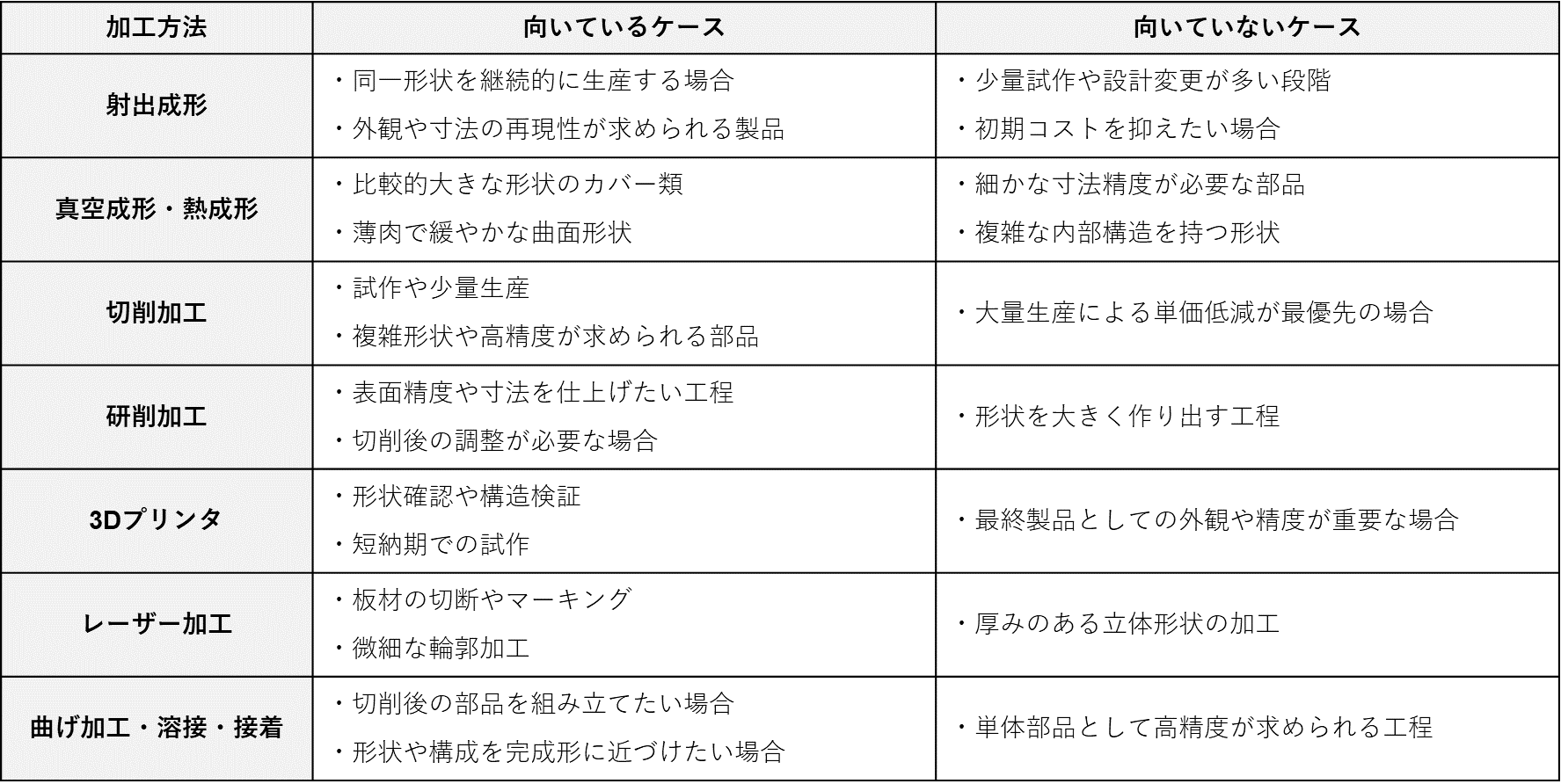
加工方法ごとの特性を踏まえて選定を行うことで、試作や開発の段階で起こりがちなトラブルを未然に防ぐことができます。
一方で、条件に合わない加工方法を選んでしまうと、品質のばらつきや工程の見直しが発生し、結果として時間やコストに影響を与えることもあります。
プラスチックの加工方法の選定で押さえておくべき考え方
加工方法の選定では、まず数量・形状・材料といった前提条件を整理し、そのうえで「精度」「外観」「納期」「コスト」のうち、どの要素を優先するのかを明確にすることが重要です。
すべての条件を同時に満たそうとすると、判断が曖昧になり、結果として加工方法のミスマッチが起こりやすくなります。
優先順位を整理したうえで加工方法を検討することで、無理のない製品設計と、安定した加工につながります。
プラスチックの加工でよくある失敗
プラスチック加工では、加工自体は成立していても、完成後に品質不良として問題が顕在化するケースが少なくありません。
特に、透明材や薄肉形状、複雑形状の部品では、材料特性と加工条件の影響が表面化しやすい傾向があります。
ここでは、現場で比較的よく見られる失敗例と、その主な原因を紹介します。
プラスチック加工で起こりやすい代表的な失敗例
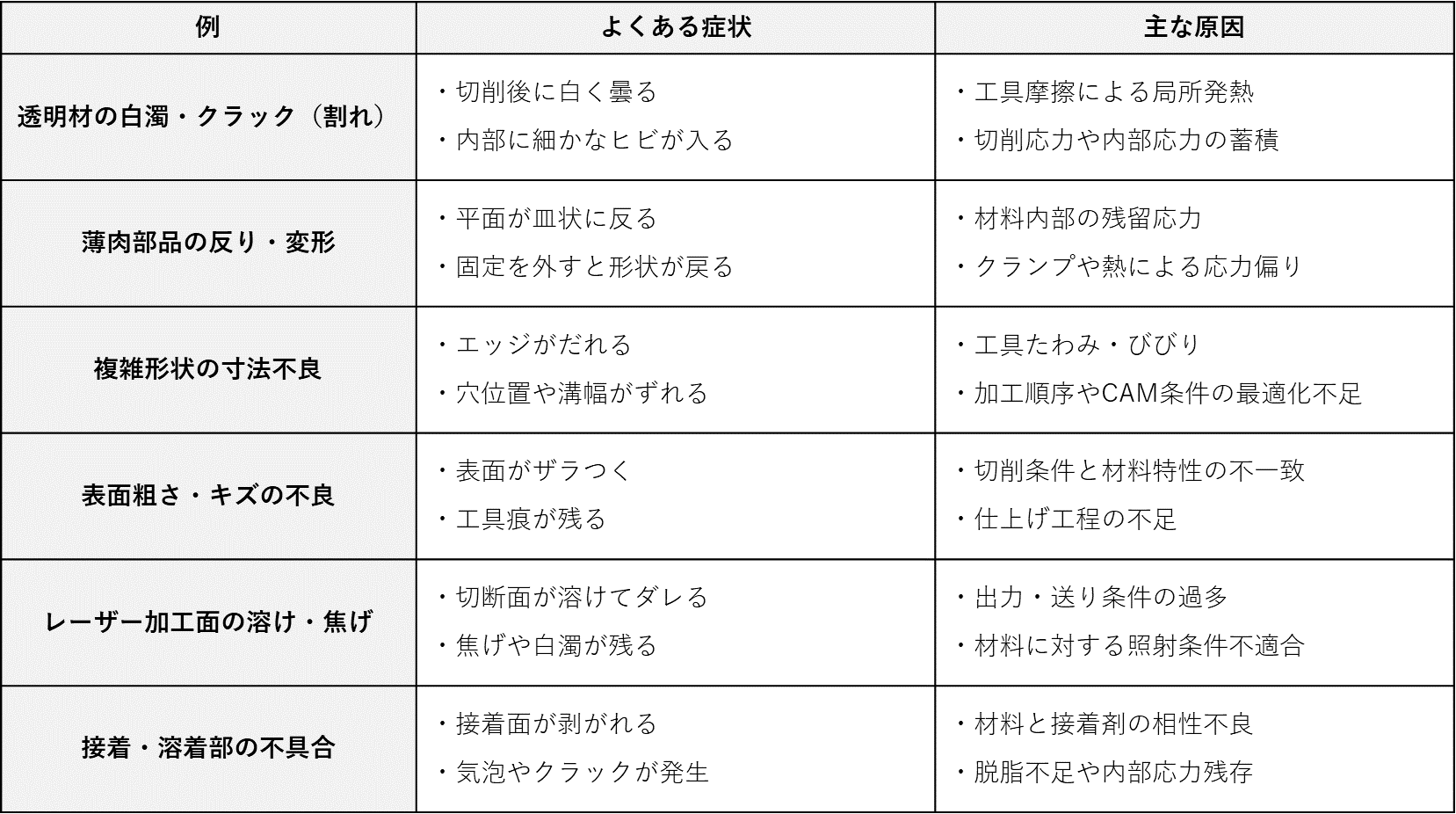
これらの不具合は、加工精度そのものというよりも、材料特性・形状・加工条件の組み合わせによって発生するケースが大半です。
失敗の背景にある「材料特性と加工条件」
プラスチックは金属と比べて、熱や応力の影響を受けやすい材料です。
そのため、加工条件がわずかにずれるだけでも、反りや割れ、外観不良といった形で品質に影響が現れます。
特に注意が必要なのが、材料そのものの特性を十分に考慮せずに加工を進めてしまうケースです。
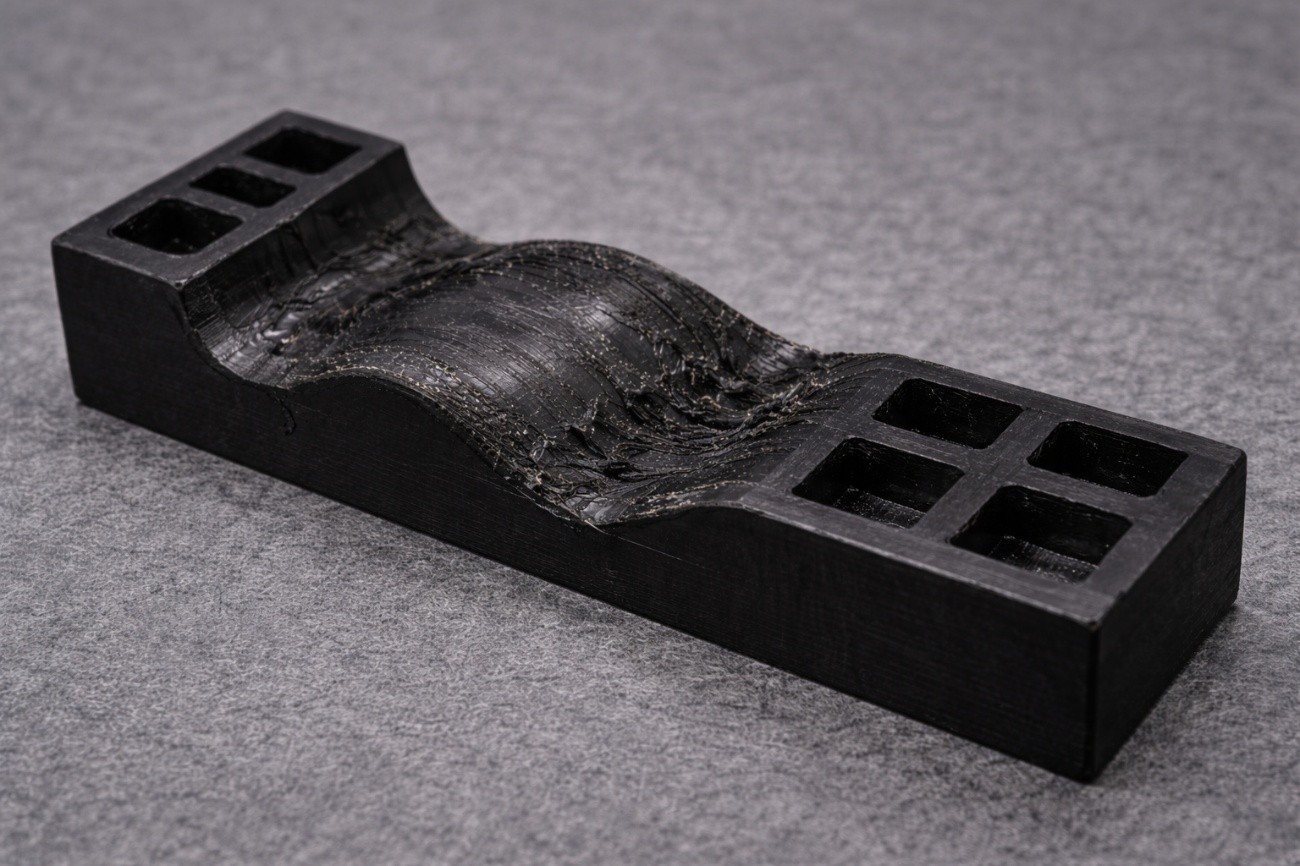
💡技術者の豆知識①|フィラー入り材料で起こりやすい変形
とくにガラス繊維などのフィラーを含む材料では、分子やフィラーの方向が均一にならず、加工後に反りや変形が起こりやすくなります。
これは、材料内部で応力のかかり方に偏りが生じ、固定を外したタイミングや温度変化によって形状が変わるためです。また、材料の成型の際にできる巣穴(空洞)が生じることもあります。
品質を追い込みすぎて起こる別の失敗
品質向上を目的に加工条件を追い込みすぎることで、別のトラブルを招くケースもあります。
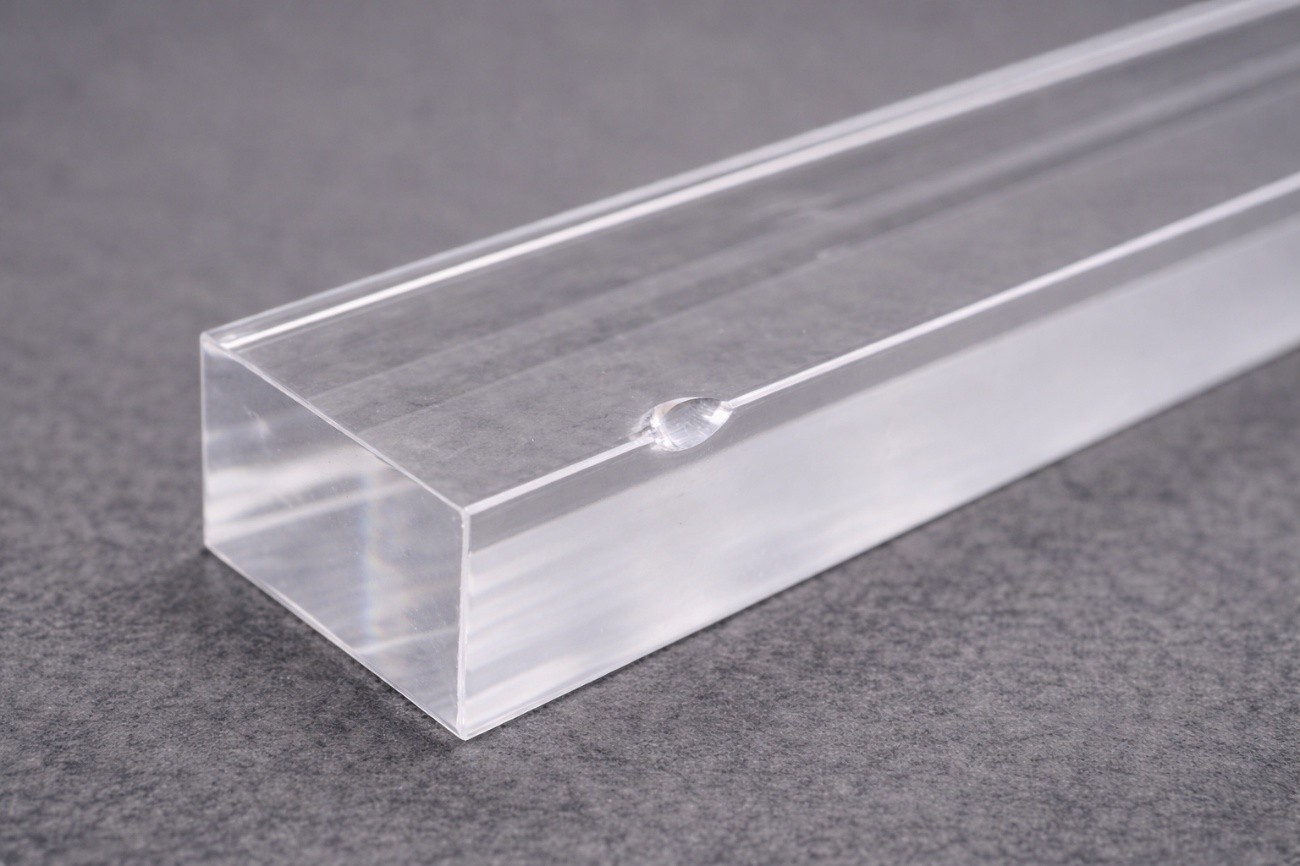
💡技術者の豆知識②|表面粗さを追いすぎた結果の打痕
しかし、表面粗さを過度に小さくすると、かえって傷がつきやすくなることがあります。
特にアクリルなどの柔らかい素材では、治具との接触や搬送時のわずかな衝撃で打痕が発生しやすくなります。
表面品質は数値だけでなく、使用環境や後工程まで含めたバランスで考えることが重要です。
失敗を防ぐために重要な視点
プラスチック加工の失敗は、「加工ができない」ことよりも、加工後に問題が顕在化する点が難しさといえます。
そのため、加工方法の選定だけでなく、材料特性や形状、加工条件を踏まえた工程設計が重要になります。
ものづくりを支えるプラスチックの切削加工
プラスチック加工では反りや変形、寸法不良、表面品質のばらつきなど、材料特性や加工条件の影響によるトラブルが起こりやすい側面があります。
こうした課題は、加工そのものが難しいというよりも、設計意図をどこまで加工工程に反映できるか、材料や形状に合わせて条件を調整できるかによって、結果が大きく左右されます。
このような背景から、開発や試作の現場では、加工条件や工程を細かくコントロールできる加工方法が求められます。
その代表的な手段の一つが、プラスチックの切削加工です。
切削加工とは、材料を削り出して目的の形状を作る加工方法です。金型を必要とせず設計データから直接加工でき、設計意図と品質の反映、形状・材料への柔軟対応、試作から量産前までの高い汎用性が特長です。
工程や条件を柔軟に調整できるため、切削加工はものづくりの現場を支えています。
設計意図と品質をそのまま反映できる加工
切削加工では、板材やブロック材から直接形状を作り込むため、設計段階で意図した寸法や形状を加工工程に反映しやすい特長があります。
また、単に形を作るだけでなく、表面粗さやエッジ形状といった仕上がりの質も、加工条件や工程設計によって調整できます。
数値上の精度だけでなく、「どの程度の仕上げが実用上適切か」といった観点まで含めて設計意図を反映できる点は、切削加工ならではの強みといえます。
形状・材料に応じて柔軟に調整できる加工
プラスチックは材料ごとに、硬さ、粘り、熱の伝わり方などが大きく異なります。
さらに、複雑形状や微細形状では、材料挙動の影響がより顕著に現れます。
切削加工では、工具の選定や送り速度、回転数、切込み量といった条件を調整することで、形状や材料特性に応じた加工が可能です。
そのため、透明材の白濁を抑えたい場合や、薄肉部品の反りを抑制したい場合など、材料特性を踏まえた品質調整が行いやすい加工方法です。
試作から量産前段階までを支える汎用性の高い加工
切削加工は、一品物の試作や少量生産、さらには量産前の検証工程まで、幅広いフェーズで活用されます。
設計初期の形状確認や機能検証を行い、問題点を洗い出したうえで次の工程へ進めることで、手戻りの少ないものづくりにつながります。
このように切削加工は、単なる加工手段ではなく、設計・検証・品質作り込みを支える工程の一部として、ものづくり全体を下支えする役割を担っています。
岸本工業がプラスチックの切削加工に強い理由
プラスチックの切削加工は、設備さえあれば同じ品質が得られる加工ではありません。
材料特性や形状、用途を踏まえた条件設定や工程設計によって、仕上がりの品質には差が生じます。
また、実務の現場では試作・検証・仕上げまでを含めた一連のものづくりプロセスの中でどう使うかが重要になります。
ここでは、こうした視点を踏まえたうえで、岸本工業がプラスチックの切削加工において強みとしている考え方や対応力について紹介します。
材料特性と形状を踏まえた切削加工の品質再現性
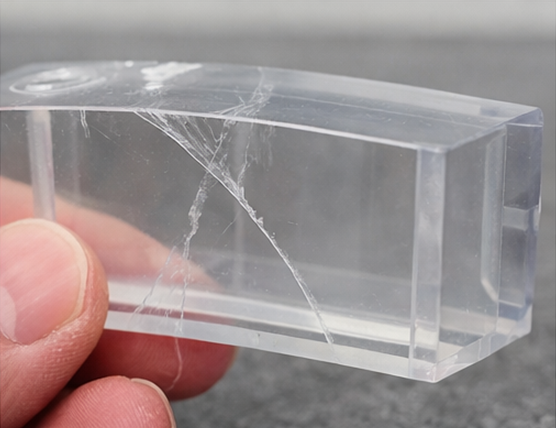
プラスチックの切削加工では、材料の硬さや粘り、内部応力の状態によって、白濁やクラック、反り・変形といった不具合が発生しやすくなります。
特に透明材や薄肉形状では、加工条件のわずかな違いが品質に直結します。
こうした課題に対しては、工具選定、切削条件、加工順序を含めて工程全体を設計し、狙った品質を安定して再現できる条件を組み立てることが求められます。
岸本工業では、アクリルやポリカーボネートなどの透明材の加工においても、一品ごとの感覚的な調整に頼るのではなく、再現性を前提とした条件設計を行うことで、品質の安定につなげています。
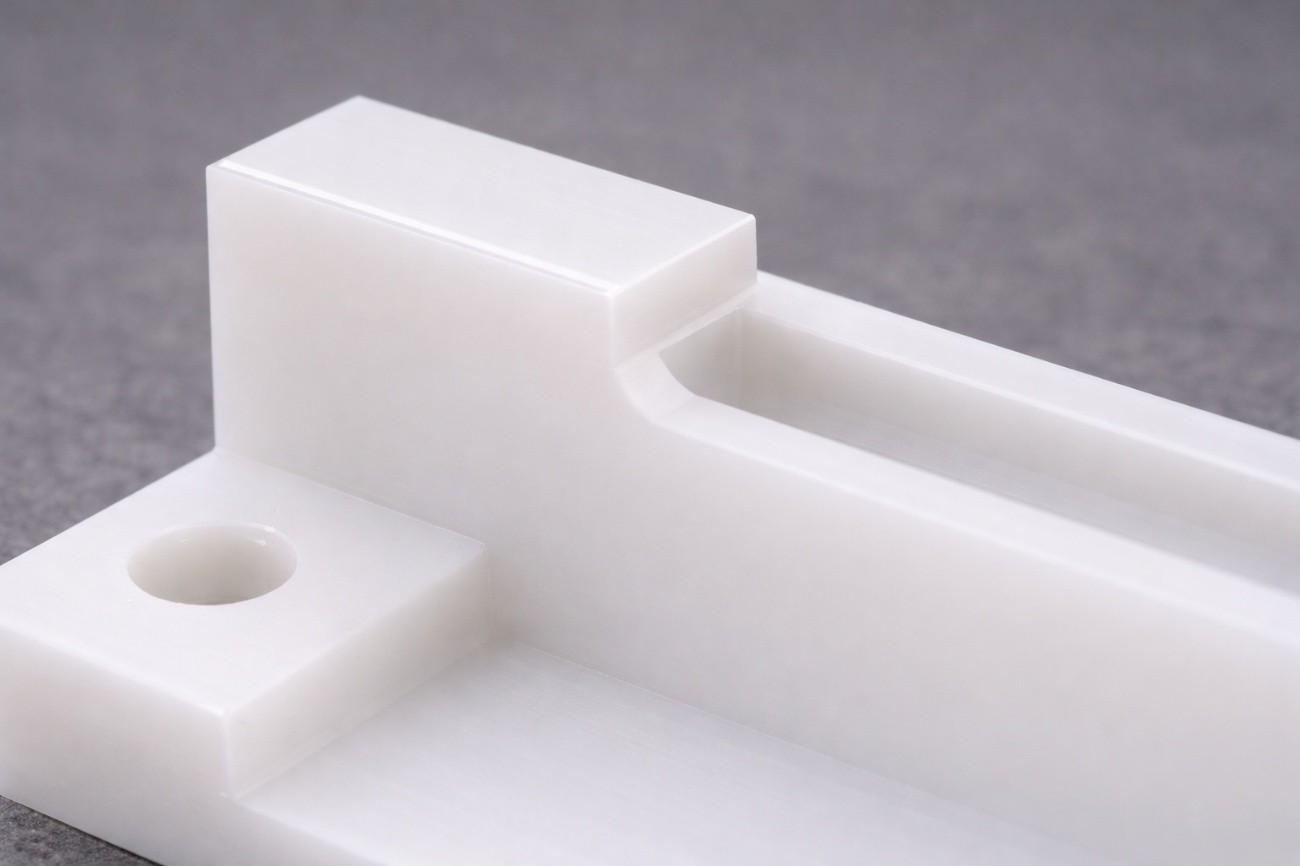
複雑形状・微細形状に対応するための加工設計力
複雑形状や微細形状の加工では、工具のたわみやエッジのだれなど、形状精度に影響する要因が増えます。
加工中のワークが不安定な場合、わずかな振動や固定状態の変化が品質に直結します。
そのため、加工順序や工程分割に加え、治具によるワーク保持方法まで含めた加工設計が重要になります。
岸本工業では、形状や加工面に応じて加工治具を使い分けることで、たわみやズレを抑え、形状を安定して仕上げています。
また、試作段階から形状の成立性を確認しながら加工を進めることで、設計検証と加工検証を並行して行い、後工程での手戻りを抑えています。
切削加工を軸にした工程設計と補助加工への対応
切削加工だけでは、製品として成立しない形状や構造も少なくありません。
そのため、岸本工業では実務では切削加工を軸にしながら、必要に応じて補助加工を組み合わせた工程設計を行っています。
ここでは、岸本工業で行っている補助加工についていくつか紹介します。
曲げ加工(形状付与)
木型を用いた曲げ加工
加熱によって軟化させた樹脂板を木型に沿わせ、面として緩やかな曲面形状を付与する加工方法です。
バイクの風防やカバー部品などで用いられます。
加熱折り曲げ加工
板材に切れ込みを入れ、加熱することで所定角度に折り曲げる方法です。
箱形状やフランジ部の形成などに適しています。

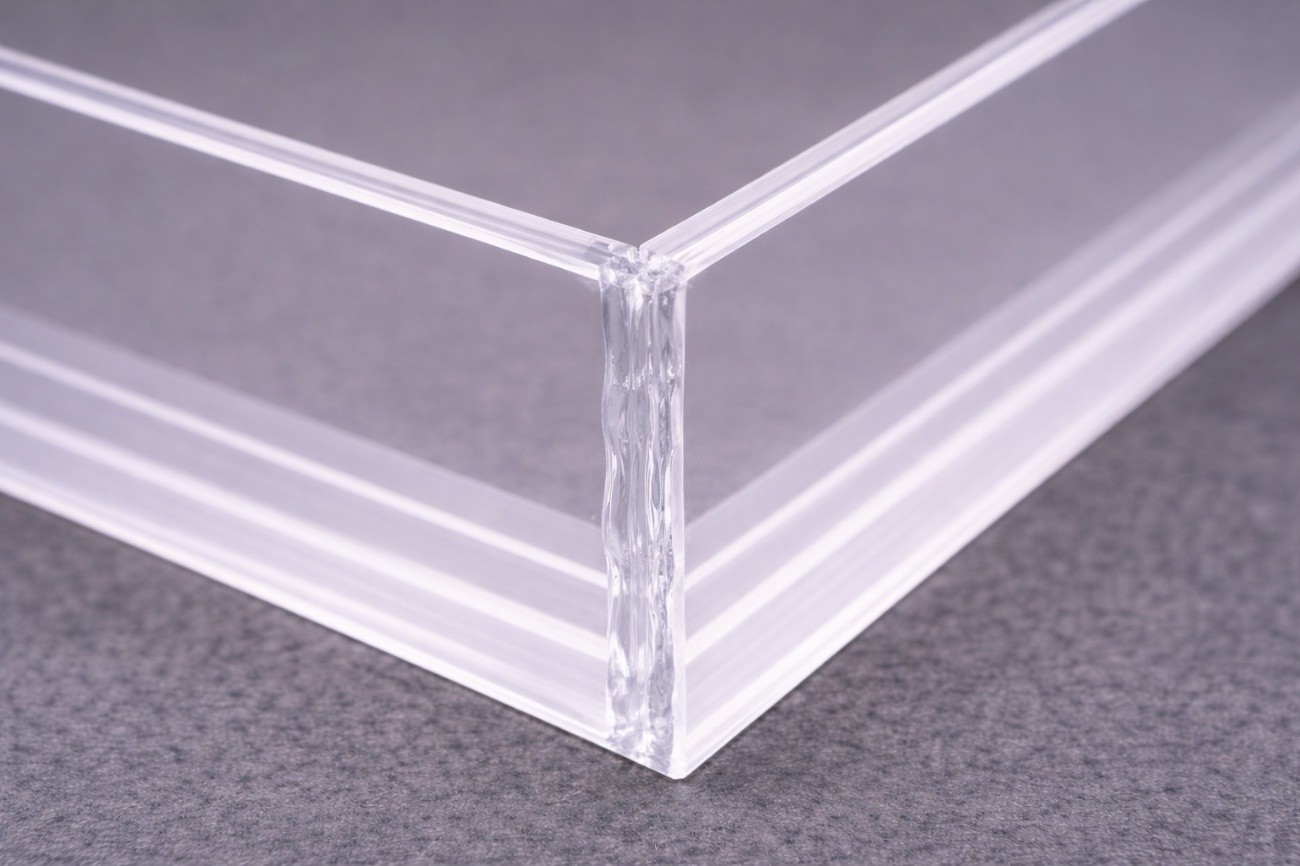
接着加工
アクリルの溶剤接着
接合面を溶かして一体化させる方法で、透明性を保ちやすい特長があります。
塩ビの溶接
塩ビ同士を加熱して接合する方法で、強度を確保した構造に用いられます。
これらの補助加工を切削工程と組み合わせることで、単体加工では難しい形状や構造についても、試作から完成形までを一貫して検討できるようになります。
適切なプラスチック加工方法を選ぶために
プラスチック加工には多くの選択肢があり、どの加工方法を選ぶかによって、品質や開発スピードは大きく変わります。
重要なのは、加工方法そのものを比較することではなく、製品の数量・形状・材料・優先条件を整理したうえで、最適な工程を組み立てることです。
切削加工は、設計意図を反映しやすく、材料や形状に応じて条件を調整できる点で、試作や開発フェーズにおいて有効な選択肢となります。
さらに、曲げや接着といった補助加工を組み合わせることで、切削単体では成立しない形状や構造にも対応できる場合があります。
加工方法の選定は、実際に加工を始めてから見直すことが難しい工程です。
そのため、検討段階で工程全体を俯瞰し、無理のない加工方法を選ぶことが、結果として品質とスピードの両立につながります。
加工方法に迷っている段階や、「この形状は成立するのか」「どこまで切削で対応できるのか」といった検討段階からでも、相談することで選択肢が整理できるケースは少なくありません。
プラスチックの切削加工を軸に、工程全体を見据えた検討が必要な場合は、岸本工業へお気軽にご相談ください。
【お問い合わせ先】
電話 03-5703-8171
FAX 03-5703-8173
お問合せフォーム